全国统一销售电话 15258637490
温州 法兰承插法兰:密封面形式突面,全平面,凹凸面,榫槽面,环连接面。
承插法兰生产材料:
碳钢:(Carbon Steel):ASTM A105,20#、Q235、16Mn、 ASTM A350 LF1, LF2 CL1/CL2, LF3 CL1/CL2、ASTM A694 F42, F46, F48, F50, F52, F56, F60, F65, F70;
不锈钢:(Stainess Steel): ASTM A182 F304、304L、 F316、316L、1Cr18Ni9Ti、0Cr18Ni9Ti、321、18-8;
合金钢:(Alloy Steel): ASTM A182 F1、 F5a、 F9、 F11、 F12、 F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、 St45.8/Ⅲ;
法兰种类:
板式平焊法兰,带颈平焊法兰,带颈对焊法兰,承插焊法兰,对焊环松套法兰,平焊环松套法兰,螺纹法兰,法兰盖,管板法兰,八字盲板法兰,异径管法兰。
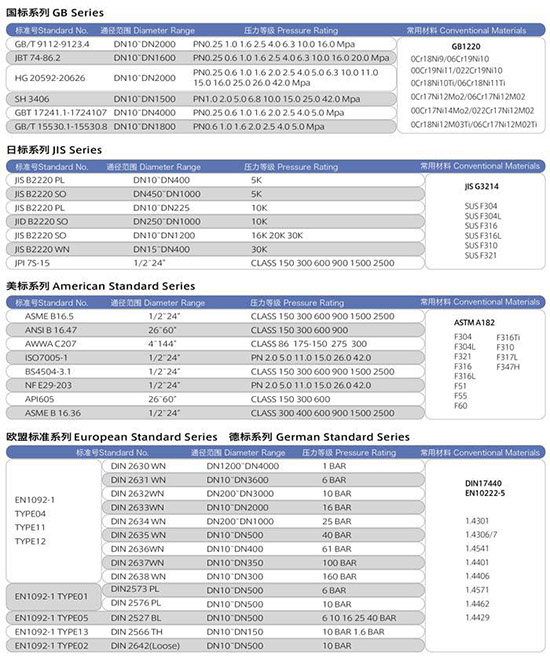
法兰标准:德国标准DIN,美国标准ANSI、ASME,英国标准BS,日本标准JIS,意大利标准UNI,德国标准GOST和中国标准GB、HG、JB等。
我国钢制管法兰国家标准体系GB
13)公称压力:0.25Mpa~42.0Mpa
a、 系列1:PN1.0, PN1.6, PN2.0, PN5.0, PN10.0, PN15.0, PN25.0, PN42(主系列)
b、 系列2:PN0.25, PN0.6, PN2.5, PN4.0
其中PN0.25,PN0.6,PN1.0,PN1.6,PN2.5,PN4.0共6个等级的法兰尺寸系属于以德国法兰为代表的欧洲法兰体系,其余为美国法兰为代表的美洲法兰体系。
在GB标准中,从属于欧洲法兰体系的公称压力级 大的为4Mpa,从属于美洲法兰体系的公称压力级 大为42Mpa。
14)公称通径:10mm~4000mm
15)法兰的结构形式:
整体法兰
单元法兰
a、螺纹法兰
b、焊接法兰 对焊法兰
带颈平焊法兰 带颈承插焊法兰 板式平焊法兰
c、松套法兰 对焊环松套带颈法兰 对焊环松套板式法兰 平焊环松套板式法兰 板式翻过松套法兰
d、法兰盖(盲孔法兰)
16)法兰密封面:平面、凹面、凹凸面、榫槽面、环连接面
应用范围:石油、化工、医药、航天、军用、消防、燃气、电力、核电、冶金、造船、食品、压力容器、制药、城市供水及环保等行业
法兰适用标准:
化工部HG20597-1997、国标GB,美标ANSI B16.5、AMSE B16.47,化工部HG20619-1997、英标BS EN1092,德标DIN,石化部SH3406,日标JIS,非标
锻造时,模具润滑和预热是两个重要的因素。充分良好的润滑,模具预热,提高锻造温度均有利于克服平焊法兰锻件表面低密度层的形成,能保证锻件质量、提高模具寿命、降低变形阻力,利于预成形坯充满模具型腔。模具温度开始应预热到200-300度,但过高的模具温度会降低模具寿命,连续锻打生产中,模具温度应能自动控制。例如采用喷涂润滑剂或喷冷压缩空气来降低模具温升。通常平焊法兰锻造润滑剂,一般均选择水基石墨悬浮液或胶体石墨悬浮液,在模具和预成形坯表面喷涂。也有采用水溶性玻璃润滑剂,喷涂模具表面或预成形坯表面。平焊法兰锻造工艺对设备要求,比传统模锻要严格,冲头的位移特性必须同预成形坯的变形致密特点相匹配。坯料与模具的接触时间要尽可能的短。锻压机要有良好的刚性,活动横梁及活塞要有良好的导向精度才能确保锻件精度。因此,平焊法兰锻造一般选择机械压力机,如曲轴压机,或精度较高的摩擦压力机。304不锈钢带颈法兰SO:带颈平焊法兰,颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。